


第十二批南京市有突出贡献中青年专家申报人员名单公示
2023-08-23
近期,瑞洁特生态负责的某垃圾中转站的污水水质提升改造项目,达标验收并顺利交付。
该项目主要采用瑞洁特MBR一体化污水处理设备,设备正式投运也标志着瑞洁特生态在垃圾中转站废水处理领域的持续加速布局。
水质提升改造
30吨垃圾中转站废水处理概况
近年来,全国各地生态环境执法机构结合重点领域、重点行业、重点企业特点开展精准执法检查,不断加强涉水领域执法监管工作,其中垃圾中转站废水处理处置问题就被多次查办和督促。
本工程项目为城市某垃圾中转站的污水水质提升改造项目,设计规模为30m³/d。主要内容为在前端预处理之后接入我司MBR一体化应急处理设备,对预处理水体进行水质提升,实现达标排放。
工艺流程图
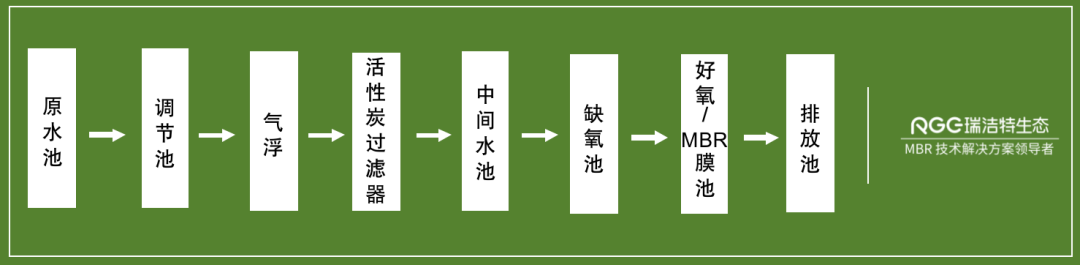
项目整体采用“调节池+气浮+活性炭过滤+A/O+MBR ”的处理工艺流程,垃圾渗滤液依次经过预处理、AO处理、MBR一体化高效膜生物反应器等工艺工序。

「技术+服务」Buff叠加
MBR一体化设备深入污水处理环节
考虑到客户污水处理设施正常运行的实际需求,瑞洁特团队快速作出反应,利用工厂现有库存设备进行技术改造,在保障处理效果的同时尽可能缩短设备生产时间。
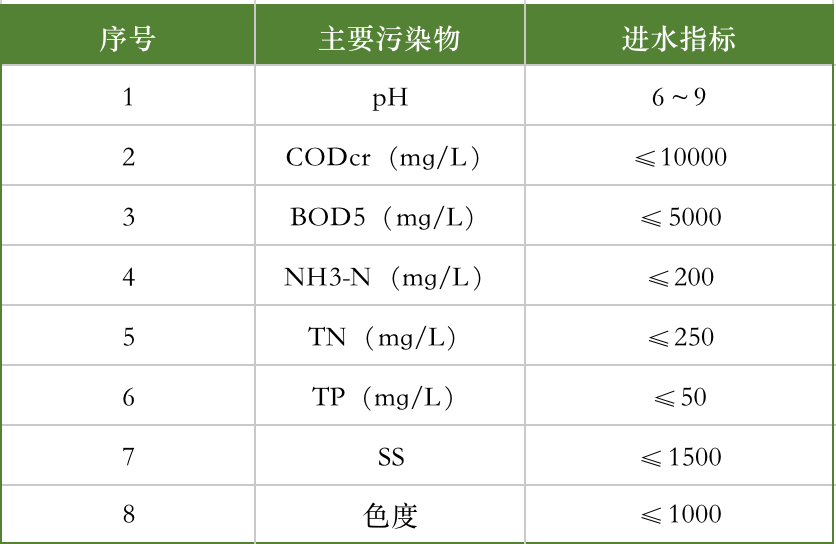
设计进出水水质
◎抗冲击性能强,保障出水长期达标
采用自主研发的“流化态缺氧+板式膜MBR”工艺,该工艺路线具有抗冲击能力强,硝化菌世代周期长,低负荷运行能力,可实现充分的硝化反应,确保NH3-N、TN等主要指标出水达标。
MBR工艺因对微生物进行全部拦截,促使生化系统具有较强的抗冲击能力,能适应垃圾中转站废水进水CODcr的变化,确保系统长时期的出水稳定。
◎模块化技术,设备施工周期短
采用模块化技术,工厂作业,提高设备加工效率和管理效率,确保设备如期建成;工厂内部加工和现场土建施工同步实施,实现设备与土建无缝对接。
◎10天左右完成现场安装调试,实际出水效果佳
基于我司服务人员的高效运作,本项目在10天左右完成现场安装和调试工作。期间,结合该项目垃圾中转站废水成份复杂多变的特点及当地环评水质特征,我司运维人员现场多次反复调试,最终实现项目出水满足以下表格中的三级标准:

瑞洁特综合废水处理方案
灵活高效处理复杂垃圾中转站废水
作为板式有机膜及系统集成水处理综合服务商,瑞洁特生态坚持“以高品质、高性价比、高效、快速响应”的MBR系统解决方案为经营理念。
凭借从事水处理的专业水准以及对垃圾中转站废水处理的成功经验,开发了一体化垃圾中转站废水处理设备,并为客户提供系统环保解决方案及工程服务,解决了环卫部门头疼的复杂垃圾中转站废水处理难题。
MBR一体化装备将缺氧、超滤膜过滤及控制室集于一体,克服了传统处理工艺流程冗长、占地面积大、操作管理复杂等缺点。具有:
✦节省空间:结构紧凑,占地面积节省50%以上
✦性能稳定可靠:自动化程度高、维护操作方便
✦降低成本:施工周期短,运行费用低,节能高效
✦模块化设计:系统布置灵活,外观美观
✦出水效果:分离、截留作用强,脱氮效率高,出水水质好
截止2022年底,瑞洁特生态MBR污水总处理量累计突破1亿吨。
扫二维码用手机看
 15195957745
15195957745

 留言
留言